Poste à souder multifonctionnel, piloté par microprocesseur, pour soudages à l'électrode, WIG/TIG, MIG/MAG et
flux
ainsi que
brasage MIG
Solution idéale pour une grande variété de champs d'application, que ce soit dans les domaines de la maintenance, des travaux d'installation, de carosserie, etc. Convient bien au soudage
Flux
, avec fil fourré et sans gaz de protection - possibilité très aisée de changer la polarité à cet effet Pilotage intelligent et automatique de l'arc électrique pour des résultats excellents dans toutes conditions, avec diverses sortes de matériaux et gaz Écran LCD affichant la tension, le courant de soudage et la vitesse de déroulement du fil Paramètres de soudage réglables manuellement ou automatiquement au moyen de la commande synergique Guidage très simple et extrêmement intuitif de l'utilisateur au moyen de l'affichage LCD, rendant quasiment impossibles les erreurs de réglage Réglage de l'apport de chaleur et influence sur la forme du cordon par modification de la longueur de l'arc Représentation graphique de la modification de la forme du cordon, resp. de la valeur a Logement pour bobines de fil jusqu'à 5 kg
Caractéristiques
25 courbes synergiques prédéterminées
Écran LCD affichant la tension, le courant de soudage et la vitesse de déroulement du fil
Réglages : croissance de la vitesse du fil, réactance électronique, temps de postcombustion du fil (burn-back) et de post gaz
Schnellkupplung mt Tülle für Gasschlauch mit Innendurchmesser Ø 6 mm. Passend zu Telwin Schweissgeräten mit Gasstecknippel. Ideal für schnelle Montage- und Demontage
Fil plein cuivré pour souder l'acier non allié avec résistance à la traction jusqu'à 560 N/mm2 ; le SG 2 est le fil standard pour des travaux universels.
Adapter CEE-Stecker 16A/5P auf TYP25, Schutzart IP44. Auch als Adapter zum Stecker Typ 23 zu verwenden
44,85 CHFTVA incl.
Video
Video
Diese Website verwendet Cookies, um Ihre Erfahrung zu verbessern. Indem Sie fortfahren, stimmen Sie unserer Verwendung von Cookies zu.
Flux
Le terme flux désigne un fil de soudage qui permet de souder en mode MIG / MAG sans utiliser de gaz.
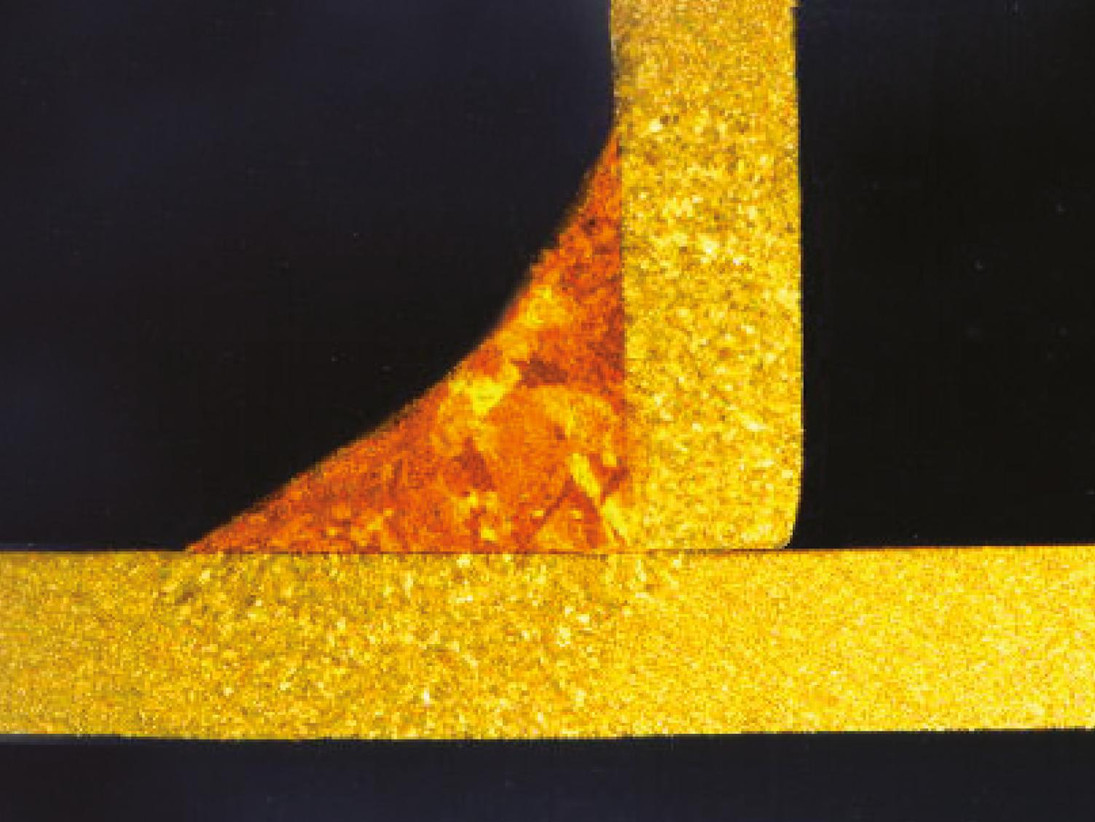
Brasage MIG
Le terme brasage MIG se réfère à un procédé de brasage solide sur tôles fines revêtues ou galvanisées ainsi que sur tôles d'acier à haute limite d'élasticité. Contrairement au soudage au gaz de protection (env. 1600 °C), le brasage MIG ne fait pas fondre le matériau de base, mais produit un assemblage brasé solide des matériaux à l'aide de fil de brasage (en général un métal d'apport à base de cuivre) qui fond à environ 1000 °C.
Le zinc commence à s'évaporer vers les 480 °C, ce qui veut dire qu'en soudage traditionnel, la couche de zinc brûlerait sur une grande surface. L'évaporation du zinc ou l'oxydation auraient pour conséquence l'apparition de pores, de fissures et de défauts de liaison. L'utilisation de matière additionnée à base de cuivre (bronze) permet de travailler avec une chaleur réduite, ce qui produit moins d'évaporation de zinc et une déformation plus faible des composants. Les valeurs de résistance sont néanmoins relativement élevées et la brasure est résistante à la corrosion étant donné que l'alliage utilisé comme matériau d'apport est le bronze.
Les avantages du brasage MIG
Pas de corrosion de la brasure
Projections minimes de soudure
Traitement ultérieur du brasage aisé
Température de travail plus basse
Déformation plus faible
Moins de modification de la structure des tôles d'acier à haute limite d'élasticité
Effet capillaire de la brasure augmentant d'un tiers la solidité en brasant selon la méthode à trou rond ou oblongs
Moins de combustion du revêtement
Effet de protection cathodique du matériau de base à proximité immédiate de la brasure (zinc)
Protection contre la corrosion sans traitement ultérieur
Préservation de la nature de la tôle
Pas de fusion du matériau de base
Brasure typique produite par brasage MIG en utilisant du fil CuSi
Flux
Le terme flux désigne un fil de soudage qui permet de souder en mode MIG / MAG sans utiliser de gaz.
Brasage MIG
Le terme brasage MIG se réfère à un procédé de brasage solide sur tôles fines revêtues ou galvanisées ainsi que sur tôles d'acier à haute limite d'élasticité. Contrairement au soudage au gaz de protection (env. 1600 °C), le brasage MIG ne fait pas fondre le matériau de base, mais produit un assemblage brasé solide des matériaux à l'aide de fil de brasage (en général un métal d'apport à base de cuivre) qui fond à environ 1000 °C.
Le zinc commence à s'évaporer vers les 480 °C, ce qui veut dire qu'en soudage traditionnel, la couche de zinc brûlerait sur une grande surface. L'évaporation du zinc ou l'oxydation auraient pour conséquence l'apparition de pores, de fissures et de défauts de liaison. L'utilisation de matière additionnée à base de cuivre (bronze) permet de travailler avec une chaleur réduite, ce qui produit moins d'évaporation de zinc et une déformation plus faible des composants. Les valeurs de résistance sont néanmoins relativement élevées et la brasure est résistante à la corrosion étant donné que l'alliage utilisé comme matériau d'apport est le bronze.
Les avantages du brasage MIG
Pas de corrosion de la brasure
Projections minimes de soudure
Traitement ultérieur du brasage aisé
Température de travail plus basse
Déformation plus faible
Moins de modification de la structure des tôles d'acier à haute limite d'élasticité
Effet capillaire de la brasure augmentant d'un tiers la solidité en brasant selon la méthode à trou rond ou oblongs
Moins de combustion du revêtement
Effet de protection cathodique du matériau de base à proximité immédiate de la brasure (zinc)
Protection contre la corrosion sans traitement ultérieur
Préservation de la nature de la tôle
Pas de fusion du matériau de base
Brasure typique produite par brasage MIG en utilisant du fil CuSi
Flux
Le terme flux désigne un fil de soudage qui permet de souder en mode MIG / MAG sans utiliser de gaz.
Soudage 2 temps
En mode 2 temps, le processus de soudage débute dès l'appui sur la touche de commande de la torche et se termine aussitôt que l'on relâche la touche.
Soudage 4 temps
En mode 4 temps, le processus de soudage débute dès l'appui sur la touche de commande de la torche et continue jusqu'à un nouvel appui sur la touche. Ce mode convient particulièrement pour produire des longs joints de soudure.
Flux
Le terme flux désigne un fil de soudage qui permet de souder en mode MIG / MAG sans utiliser de gaz.
Amorçage Lift
Lors d'un amorçage Lift, l'arc WIG / TIG est produit par allumage de contact. En comparaison avec un allumage classique, le bain de fusion ne sera pas souillé et produira moins de défaillances électriques.
Brasage MIG
Le terme brasage MIG se réfère à un procédé de brasage solide sur tôles fines revêtues ou galvanisées ainsi que sur tôles d'acier à haute limite d'élasticité. Contrairement au soudage au gaz de protection (env. 1600 °C), le brasage MIG ne fait pas fondre le matériau de base, mais produit un assemblage brasé solide des matériaux à l'aide de fil de brasage (en général un métal d'apport à base de cuivre) qui fond à environ 1000 °C.
Le zinc commence à s'évaporer vers les 480 °C, ce qui veut dire qu'en soudage traditionnel, la couche de zinc brûlerait sur une grande surface. L'évaporation du zinc ou l'oxydation auraient pour conséquence l'apparition de pores, de fissures et de défauts de liaison. L'utilisation de matière additionnée à base de cuivre (bronze) permet de travailler avec une chaleur réduite, ce qui produit moins d'évaporation de zinc et une déformation plus faible des composants. Les valeurs de résistance sont néanmoins relativement élevées et la brasure est résistante à la corrosion étant donné que l'alliage utilisé comme matériau d'apport est le bronze.
Les avantages du brasage MIG
Pas de corrosion de la brasure
Projections minimes de soudure
Traitement ultérieur du brasage aisé
Température de travail plus basse
Déformation plus faible
Moins de modification de la structure des tôles d'acier à haute limite d'élasticité
Effet capillaire de la brasure augmentant d'un tiers la solidité en brasant selon la méthode à trou rond ou oblongs
Moins de combustion du revêtement
Effet de protection cathodique du matériau de base à proximité immédiate de la brasure (zinc)
Protection contre la corrosion sans traitement ultérieur
Préservation de la nature de la tôle
Pas de fusion du matériau de base
Brasure typique produite par brasage MIG en utilisant du fil CuSi
Commande synergique
La commande synergique fait en sorte que, lorsque l'on modifie le courant de soudage, la vitesse d'avancement du fil s'adapte automatiquement. L'avancement du fil peut aussi être ajusté (réglage fin) manuellement.
Facteur de marche (FM)
On entend par facteur de marche (FM) la durée de fonctionnement maximale admise, après laquelle il faut effectuer une pause afin de ne pas endommager ou détruire un appareil. Sauf indication contraire, un facteur de marche de 100 % correspond à 10 minutes.
Exemple : Poste à souder à facteur de marche de 100 A / 60 % = l'appareil peut être utilisé à 100 A de courant de soudage pendant 6 minutes, puis il s'agit de faire une pause de 4 minutes pour le laisser refroidir.
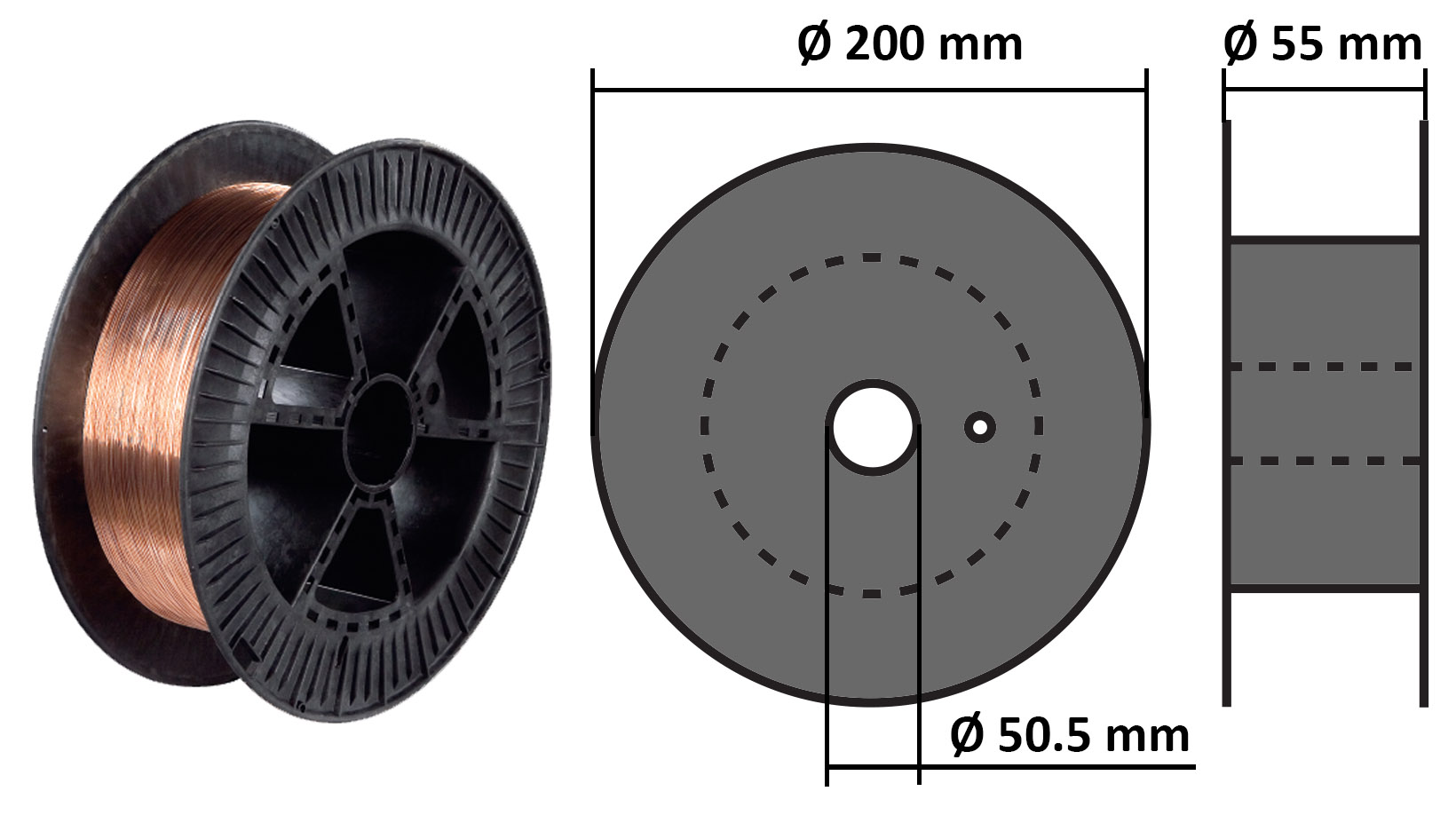
Bobine de mandrin S200 (DIN EN ISO 544)
Petite bobine de fil de soudage en plastique
La bobine peut être fixée directement dans son emplacement
Référence DIN 8559 : D200
Dimensions : Ø 200 x 55 x Ø 50.5 mm
Fiche suisse de type 23
Fiche à trois pôles avec broches carrées, à utiliser avec des machines à 230 volts consommant plus de 10 ampères (valeur Ieff).
Attention : en raison de la forme carrée des broches, cette fiche n'est pas compatible avec les prises de type 13 normales dont sont équipés la plupart des ménages suisses.





 74,60 CHF TVA incl.
74,60 CHF TVA incl.
 5,10 CHF TVA incl.
5,10 CHF TVA incl. 52,95 CHF TVA incl.
52,95 CHF TVA incl.






 43,25 CHF TVA incl.
43,25 CHF TVA incl.


 211,90 CHF TVA incl.
211,90 CHF TVA incl.



